
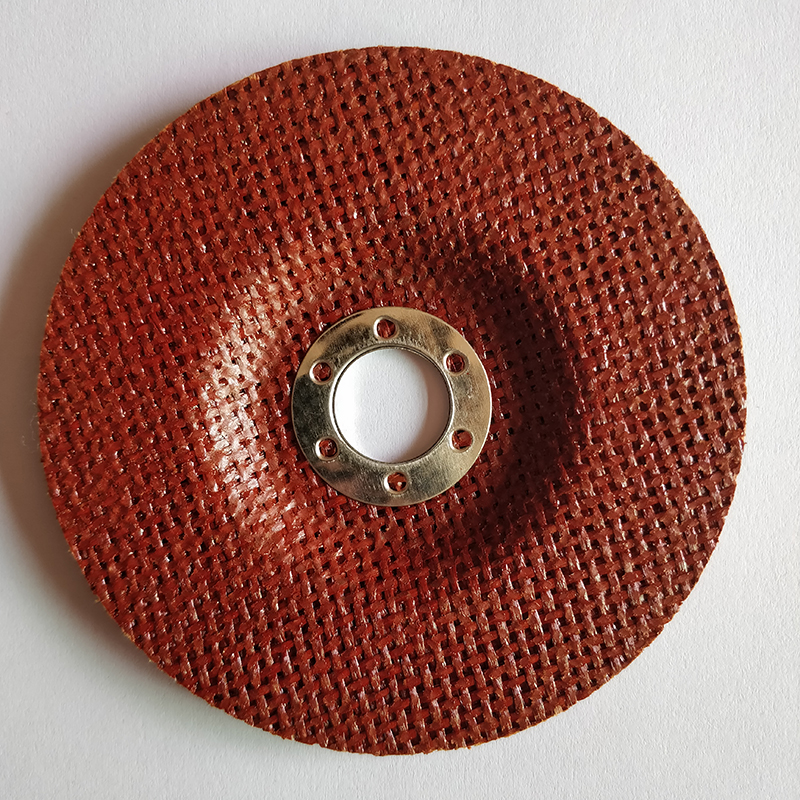
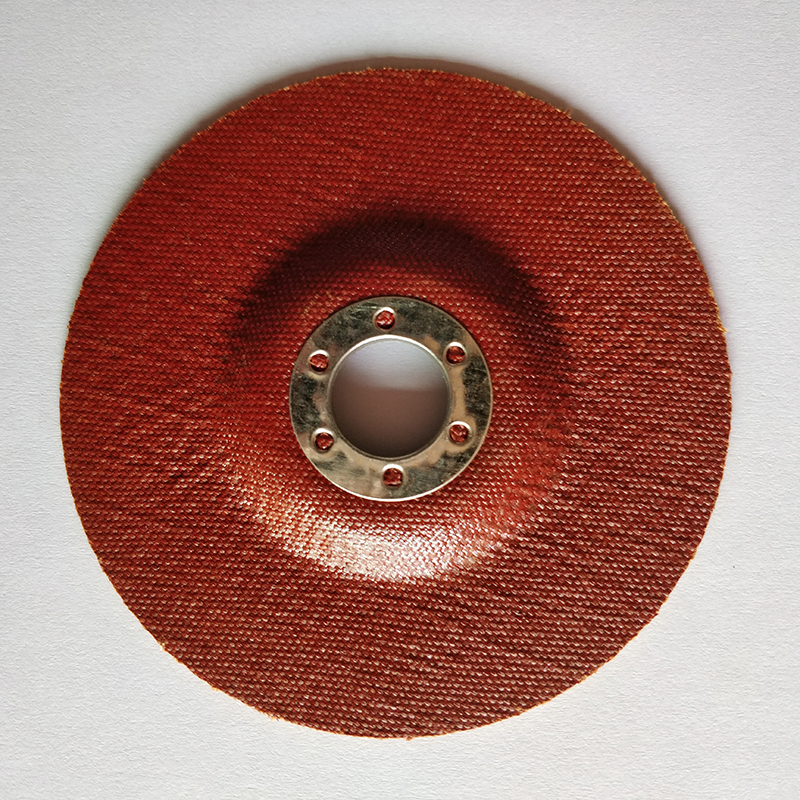

Product Description
Stamping molding.
The backing is formed by punching the punch, the concentricity of the best.
Other manufacturers have used the grinding method of grinding edge molding, concentricity error. In this way, customers in the use of a larger concentricity of the mesh cover in the case of high-speed rotation will produce jitter.
Under the same fiberglass material and the same weight, the thickness of our backing is thicker.
Other manufacturers in our network and cover the case of equal weight, generally too thin, so the production of the net cover when detecting the intensity is generally high, but the effect is not good, synchronous consumption is poor, the net cover is basically not flexible, simple, is a piece of steel. And our net cover the premise to ensure the safety of strength, the partial thickness, synchronous consumption, to maintain a certain flexibility; the user at the time of grinding, there will be a relatively thin net cover more pleasant grinding experience, also not easy to form a trauma or traces on the surface of the work.
The use of proprietary transfer equipment for production, high efficiency, product size unified, small error.
The complete inspection method is adopted for the finished product inspection, and the positive rate is high.
Demoulding with Teflon gasket
Other manufacturers use demoulding agent or demoulding wax to die, which is simple in production and low in cost. But the drawback is that there will be a small amount of release agent or wax will remain on the surface of the net cover. When sticking gauze, it will produce the effect of detachment. When flying at high speed, it will generate the situation of flying flyer.
The net cover surface, cover net is better than other manufacturers; due to the use of a Teflon gasket, and sand contact surface is more rough, easy to glue.


